以客户为中心
 服务热线
服务热线

以客户为中心
服务热线
2020年6月,应江苏某轮胎加工设备厂商的需求,为其订制若干套控制柜。轮胎生产的总工序如图表1所示。该厂商主要生产硫化工序的设备。我司为客户提供了整套控制柜、设备编程、触摸屏编程、组装设备后的调试等服务。(联系人:叶小姐 199 0611 6879)
硫化工序工艺流程:生胎(未经过硫化的轮胎)被装到硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎。硫化完的轮胎即具备了成品轮胎的外观——图案字体以及胎面花纹。
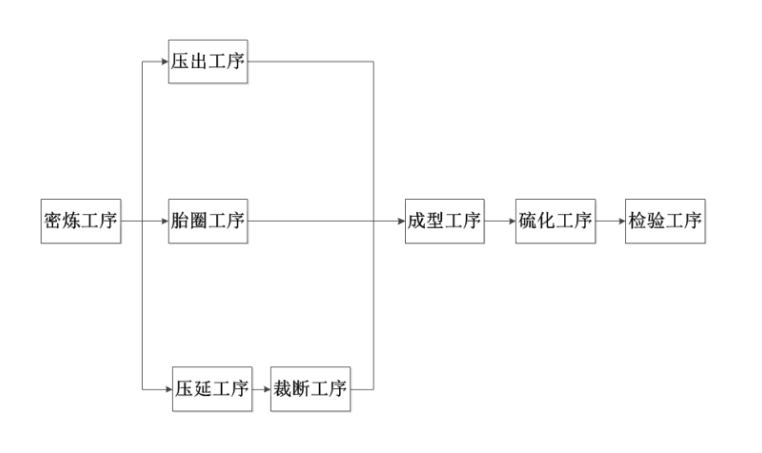
图表 1 轮胎生产总工序
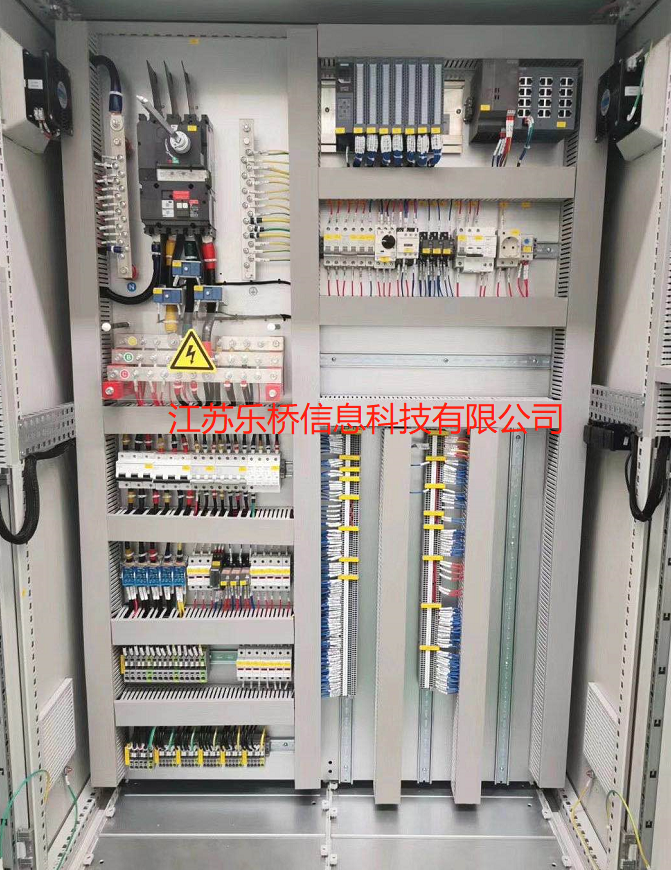
图表 2 电气控制柜内部

图表 3 轮胎硫化工序现场
把成型车间生产的胎胚装入模具中进行共交联的过程,硫化后成品轮胎生产结束。该生产过程通过外部传感器采集到的信号,由西门子1500PLC精确控制模具温度、压力及添加硫化剂等功能。该控制系统为终端客户带来如下三点好处:1通过对温度、压力的实时监测,通过自动控制减少了轮胎硫化过程中蒸汽或过热水的循环时间,节约了大量蒸汽或过热水,节能显著,使轮胎硫化过程的耗能大大降低;2按工艺需求、精确添加硫化剂,使轮胎硫化时间缩短了7~13%,提高生产率和产量,也提高设备利用率;3由于对工艺过程温度的高精度自动控制,有效的防止了过硫化阶段轮胎发生焦烧现象,轮胎质量明显提高,所跑的里程数较以往硫化工艺的轮胎提高5~10%。

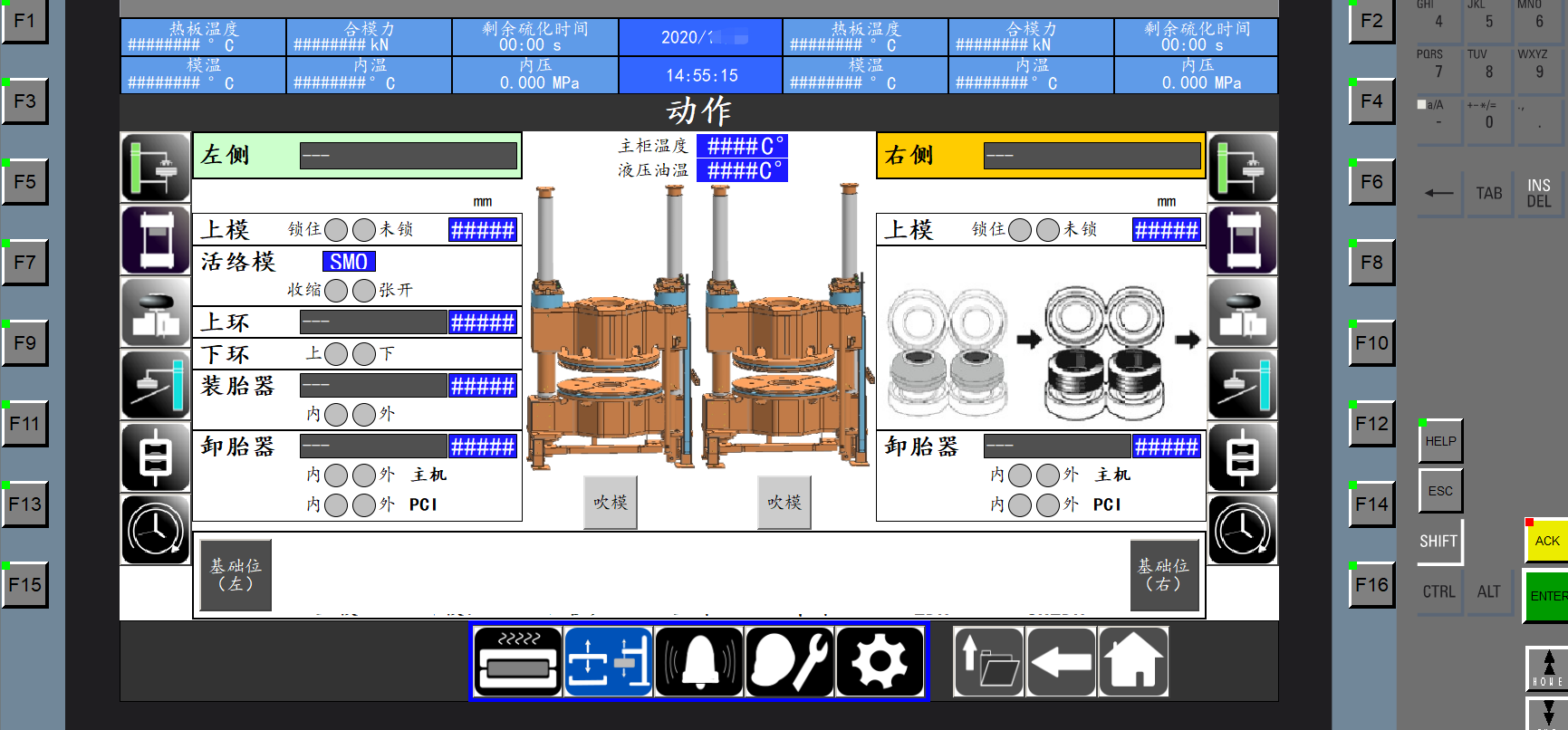
图表 4 触摸屏工作画面
通过该触摸屏画面,设备工作状态一目了然,报警、故障诊断、用户管理等功能,应有尽有。实现了该设备:装胎、定型、硫化、卸胎、轮胎充气处理,全自动完成。

图表 5 触摸屏配方画面
内部可预先存储多条生产配方,在生产时根据生产任务,可直接调用对应配方,大大减低员工操作难度、显著提升生产效率、减少由人员操作不当而产生的不良品。
叶小姐 19906116879
程先生 18015828327
座机:0519-85269826
邮箱:Sales@jslqtechnology.com
地址:常州市新北区高新科技园创新科技楼北区431号
手机:19906116879/18015828327
电话:0519-85269826
传真:0519-85269721
E-mail:Sales@jslqtechnology.com
地址:常州市新北区高新科技园创新科技楼北区431号